专注机床销售服务一体化模式
拥有服务热线
18610040139
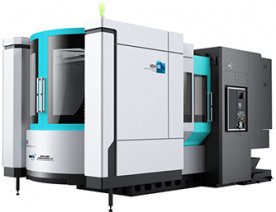
在现代制造业向高效化、精密化转型的浪潮中,重型硬轨加工中心凭借卓越的刚性与稳定性,成为重载切削领域的核心装备。它以独特的硬轨结构为基础,融合高精度数控系统与优化工艺,既满足了大型模具、高强度合金零件的重切削需求,又能保障加工精度与表面质量,为航空航天、模具制造、重型机械等行业提供了可靠的解决方案。
重型硬轨加工中心的核心优势,源于其独特的硬轨设计。硬轨通常是在床身、立柱等固定部件上直接铸造出导轨形状,经淬火、磨削等精密处理后,表面硬度可达HRC50以上,耐磨性显著提升。与线轨相比,硬轨的滑动接触面更大,能承受更大的切削负荷与冲击力,在重切削过程中不易产生变形、振动,有效保障加工精度与稳定性。
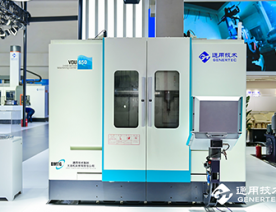
以滕州VMC1890机型为例,其采用宽轨硬轨设计,机身选用HT300高强度铸铁,经人工时效+自然时效双重去应力处理,长期重切削不变形。X轴行程达1800mm,工作台最大承重1600kg,可轻松应对重卡发动机缸体、机床床身等大型工件的加工需求。同时,硬轨的低阻尼特性有效抑制了加工过程中的振动,避免了“让刀”现象,确保了切削深度的稳定性,加工精度可达±0.005mm以内。
实现高效重切削,不仅依赖设备的刚性优势,更需要工艺参数的精准匹配。重型硬轨加工中心遵循“高刚性适配高负荷”的原则,针对不同工件材质优化切削参数:对于高强度模具钢,适当降低切削速度至80-120m/min,同时增大进给量与切削深度,充分发挥硬轨的刚性优势,提升材料去除效率;对于航空航天领域的钛合金零件,则采用硬质合金刀具配合高压冷却系统,在保证加工质量的前提下提高切削效率。
工装夹具的合理选择同样重要。重切削过程中产生的巨大切削力易导致工件位移,因此需选用刚性强、定位精度高的液压夹具,确保工件夹紧牢固。刀具方面,优先选用高强度、高韧性的涂层刀具,合理设计刀具几何角度以减少切削阻力,延长刀具使用寿命,降低生产成本。此外,智能自适应切削技术的应用,可实时采集主轴负载、振动、温度数据,动态优化进给、转速、切深,抑制颤振,进一步提升加工效率与精度。
重型硬轨加工中心的应用场景十分广泛,尤其在模具制造领域表现突出。在大型注塑模具的型腔加工中,其高刚性结构能确保刀具路径精准,减少因振动导致的表面波纹,提升模具表面质量;在汽车覆盖件模具加工中,±0.005mm的定位精度可精确加工复杂曲面轮廓,保证模具合模间隙均匀,生产出高精度的汽车零部件。
在航空航天领域,重型硬轨加工中心承担着高强度合金零件的重载切削任务。针对飞机起落架、发动机叶片等关键部件,其稳定的切削性能保障了零件的尺寸精度与形位公差,满足了航空装备对可靠性的严苛要求。在重型机械制造中,它则用于大型轴类、箱体类零件的加工,有效缩短了加工周期,提升了生产效率。
随着智能制造技术的发展,重型硬轨加工中心正朝着智能化方向演进。未来,它将融合物联网与大数据分析技术,实现设备状态的实时监控与预测性维护;人工智能算法的应用将优化切削参数,进一步提升加工效率与质量。同时,绿色制造理念的融入将推动设备采用更高效的节能技术,降低能耗与排放,实现可持续发展。
重型硬轨加工中心以其刚性结构、高效工艺与广泛应用,成为现代制造业不可或缺的核心装备。在追求高精度与高效率的今天,它将继续推动重载加工工艺的进步,为制造业的高质量发展注入强劲动力。
拥有服务热线
18610040139
扫一扫关注微信